-

深圳市红叶杰科技有限公司
主营:硅胶,硅橡胶,电子灌封胶

深圳市红叶杰科技有限公司
主营:硅胶,硅橡胶,电子灌封胶 9
9
模具硅胶特点:
a、模具硅胶具有较好的化学惰性,耐酸碱、耐臭氧、耐老化、不变形、不膨胀的特点;
b、耐高温,液体模具硅胶成型后,产品在180度左右可以正常使用,性能不会受到影响;
c、液体模具硅胶成型后,产品的抗撕裂性能、伸长率、回弹性能很好,模具使用的寿命较长,性价比高;
d、模具硅胶的线收缩率很低,小于0.3%,可以实现1:1原型复制产品;
e、耐低温,液体模具硅胶成型后,产品在零下-50度性能不变,硅胶模具不脆,依然很柔软,适合各种复杂的环境,减少产品对环境、地域的限制。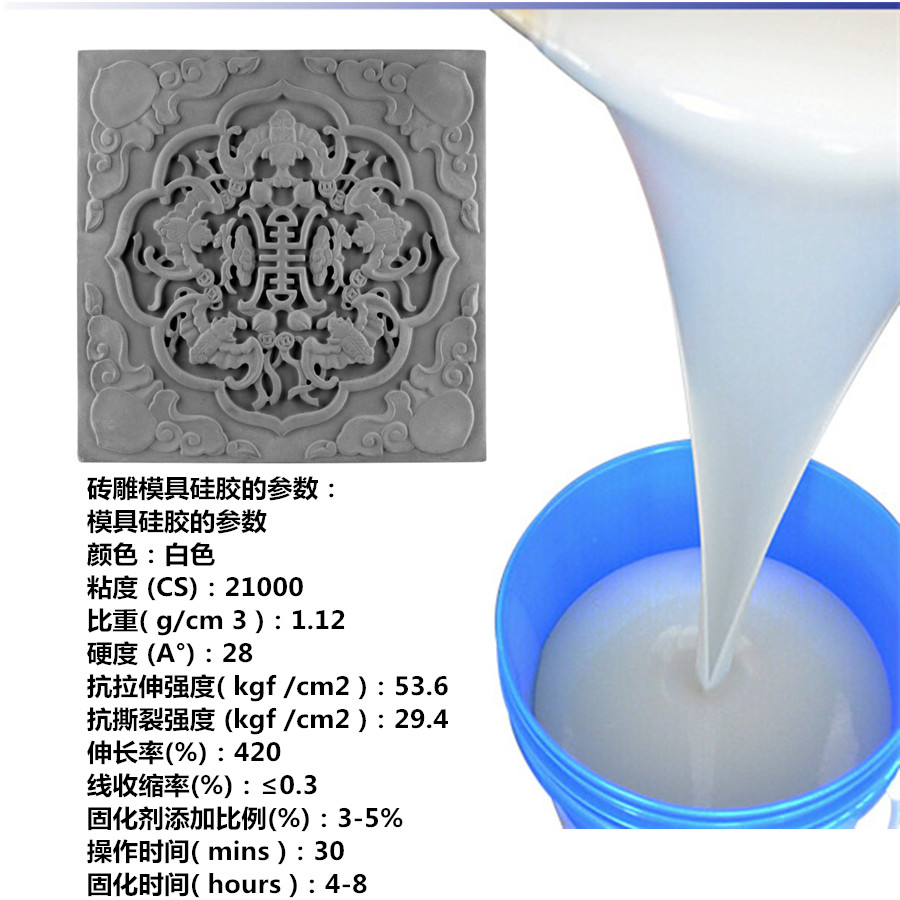
模具硅胶为什么会出现固化不完全现象?
出现这种情况大致有有两种原因:
1、硅胶与固化剂配比不正确,没有严格按照比例来称重混合,一般正常室温固化剂按照3%的比例进行配比,如在夏天操作环境温度大于25℃,固化剂比例适当减少2.5%或者2.0%,如果在冬天或者北方,操作环境小于25℃,固化剂的比例可增加,但是不能**过5%;
2、硅胶与固化剂混合之后,没有充分搅拌均匀(搅拌越均匀硅胶与固化剂反应越充分,硫化后的产品质量越好)只有部分硅胶与固化剂参与了反应。
需尽量避免此类情况发生,造成成本的增加。
灌注模的操作流程:
1、处理好模种;表面不光滑的产品可进行打磨抛光,均匀涂刷脱模剂(凡士林、洗洁精、香皂水等),以便成型后取模;
2、严格按照混合比例称重配比;
3、A/B混合充分搅拌均匀;搅拌越均匀,A/B胶料反应越充分,产品成型后质量越好;
4、抽真空排气泡处理;排泡时间不**过10分钟,正常时间为3到5分钟即可,以免硅胶提前交联,造成浪费;
5、将排泡处理过的硅胶,沿着模种的边缘部位缓慢倒入,以免*倒入产生气泡,且*留出死角;
6、根据环境温度情况,等待硅胶固化,然后取出硅胶模具中的模种,硅胶模具既制作完成。
模具硅胶在使用过程中,如遇到任何问题,都可以来电我司,协助客户处理硅胶使用过程的疑难杂症,也可按照客户要求进行特殊调整硅胶参数。
刷模和灌注模的优越点:
刷模优点:用胶量少,材料成本小 ;缺点:操作的工艺相对繁琐复杂,费时,人工成本较大;
灌注模优点:没有模线,省时省力;缺点:用胶量大,材料成本相对高一些。
模具硅胶硬度的选择:
开模具方式有包模、刷模(分片模、立体模、平面模)、刷模硅胶硬度一般选择为25-35度左右;
灌注模硅胶一般选择为10-25度(粘度低、流动性好、易排泡、抗撕裂强度号、易灌注),大件产品硬度一般为40度左右;
不同的产品会有不同的操作工艺,具体需根据产品的大小、复杂程度、纹理的细致度来进行对应的操作,才能达到理想效果;如果遇到任何技术上的问题,都可以随时联系我司工作人员,可一对一免费技术指导。
模具硅胶应用领域:
a、休闲、娱乐行业:仿海底假珊瑚模具、攀岩石、人体模特模型、义乳模型等;
b、食品行业:烘焙食品模具、巧克力模具、冰激凌模具、蛋糕裱花、糖果饼干模具、冰雕模具等;
c、汽车、航空、铁轨等交通行业:精密铸造,反光镜模具,轮胎模具等;
d、玩具、工艺礼品行业:佛雕佛像,青铜铸造,树脂工艺品,陶瓷工艺品,塑料玩具,仿真动物模具等;
e、建筑、家居装饰行业:石膏水泥建筑构件,GRC构件模具、水泥预制件、文化石模具、花园装饰品,假山,浮雕,仿木家具模具,陶瓷翻模,3D玻璃光墙等;
f、其他行业:珠宝、树脂钻、鞋模,皮带,肥皂模具等。
模具硅胶组成成分:
模具硅胶一般由基胶、交联剂、催化剂、填料与添加剂五个组份构成,通常基胶、交联剂和填料被制成一个组份,而催化剂作为一个单独组份,所以模具硅胶又被称作双组份硫化硅胶、RTV-2室温固化硅胶。可以在室温条件下硫化成型,主胶(A)组份中加入适量(1%—5%)的催化剂(固化剂)(B)两组化合物即可产生交联反应,形成有柔韧、有弹性的胶体。